
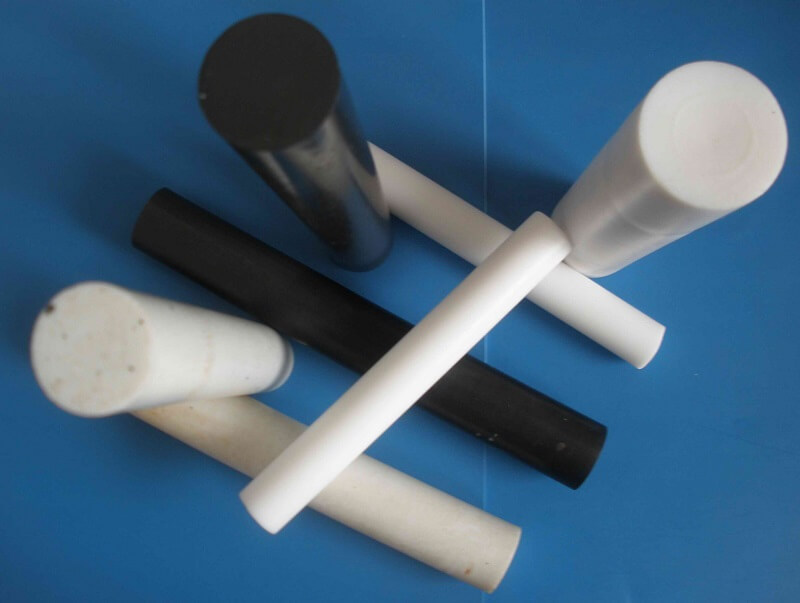
ਪੀਟੀਐਫਈ ਡੰਡੇ ਵਿੱਚ ਆਪਣੇ ਆਪ ਵਿੱਚ ਵਧੀਆ ਖੋਰ ਪ੍ਰਤੀਰੋਧ, ਗੈਰ-ਉਮਰ, ਟਿਕਾਊ, ਅਤੇ ਭਰੋਸੇਯੋਗ ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਹੈ;ਵਿਸ਼ੇਸ਼ ਇਲਾਜ ਦੇ ਬਾਅਦ, ਇਸ ਵਿੱਚ ਵਧੀਆ ਕ੍ਰੀਪ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਠੰਡੇ ਵਹਾਅ ਪ੍ਰਤੀਰੋਧ ਹੈ।PTFE ਡੰਡੇ ਇੱਕ ਵਿਆਪਕ ਤਾਪਮਾਨ ਸੀਮਾ ਵਿੱਚ ਹੋ ਸਕਦਾ ਹੈ ਵਰਤੋਂ, ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੁਰੱਖਿਆ,ਨਰਮ ਅਤੇ ਕੱਟਣ ਵਿੱਚ ਆਸਾਨ, ਮਕੈਨੀਕਲ ਜਾਂ ਮੈਨੂਅਲ ਕਟਿੰਗ ਦੁਆਰਾ, ਇੰਸਟਾਲ ਕਰਨ ਵਿੱਚ ਆਸਾਨ।ਪੀਟੀਐਫਈ ਰਾਡ ਸਮੱਗਰੀ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਵਾਹ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
ਦPTFE ਡੰਡੇਆਪਣੇ ਆਪ ਵਿੱਚ ਵਧੀਆ ਖੋਰ ਪ੍ਰਤੀਰੋਧ, ਗੈਰ-ਉਮਰ, ਟਿਕਾਊ, ਅਤੇ ਭਰੋਸੇਯੋਗ ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਹੈ;ਵਿਸ਼ੇਸ਼ ਇਲਾਜ ਦੇ ਬਾਅਦ, ਇਸ ਵਿੱਚ ਵਧੀਆ ਕ੍ਰੀਪ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਠੰਡੇ ਵਹਾਅ ਪ੍ਰਤੀਰੋਧ ਹੈ।ਪੀਟੀਐਫਈ ਰਾਡ ਇੱਕ ਵਿਆਪਕ ਤਾਪਮਾਨ ਸੀਮਾ ਵਿੱਚ ਹੋ ਸਕਦੀ ਹੈ ਵਰਤੋਂ, ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੁਰੱਖਿਆ, ਨਰਮ ਅਤੇ ਕੱਟਣ ਲਈ ਆਸਾਨ, ਮਕੈਨੀਕਲ ਜਾਂ ਮੈਨੂਅਲ ਕਟਿੰਗ ਦੁਆਰਾ, ਇੰਸਟਾਲ ਕਰਨ ਲਈ ਆਸਾਨ।ਪੀਟੀਐਫਈ ਰਾਡ ਸਮੱਗਰੀ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਵਾਹ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
1. ਮੋਲਡ ਦੀ ਤਿਆਰੀ: ਅਲਕੋਹਲ ਨਾਲ ਸਾਫ਼ ਕਰੋ, ਉੱਲੀ ਵਿੱਚ ਕੋਈ ਜੰਗਾਲ ਅਤੇ ਕੋਈ ਲਗਾਵ ਨਹੀਂ ਹੈ।
2. ਕੱਚੇ ਮਾਲ ਦੀ ਤਿਆਰੀ: ਸ਼ੁੱਧ F4 ਉਤਪਾਦ, F4 ਜੁਰਮਾਨਾ ਰਾਲ, ਕੁਚਲਿਆ, ਛਾਣਿਆ ਹੋਇਆ।
3. ਫਾਰਮੂਲੇ G=PV (ਜਿੱਥੇ G ਫੀਡ ਦੀ ਮਾਤਰਾ ਹੈ, P ਪ੍ਰੀਫਾਰਮ (2.18g/cm3) ਦੀ ਘਣਤਾ ਹੈ ਅਤੇ V ਉਤਪਾਦ ਦੀ ਮਾਤਰਾ ਹੈ) ਦੇ ਅਨੁਸਾਰ ਵਜ਼ਨ ਕਰੋ।
4. ਡਿਮੋਲਡਿੰਗ ਅਤੇ ਟ੍ਰਿਮਿੰਗ: ਅਰਧ-ਮੁਕੰਮਲ ਉਤਪਾਦ ਨੂੰ ਉੱਲੀ ਵਿੱਚੋਂ ਬਾਹਰ ਕੱਢੋ, ਸਤ੍ਹਾ ਨੂੰ ਨਿਰਵਿਘਨ ਅਤੇ ਕਿਨਾਰਿਆਂ ਨੂੰ ਸਾਫ਼-ਸੁਥਰਾ ਬਣਾਉਣ ਲਈ ਇਸਦੀ ਸਤਹ ਨੂੰ ਕੱਟੋ।
5. ਪ੍ਰੀਫਾਰਮਿੰਗ (ਪ੍ਰੈਸਿੰਗ): ਫਾਰਮੂਲੇ ਦੇ ਅਨੁਸਾਰ ਪ੍ਰੈਸ ਦੇ ਗੇਜ ਪ੍ਰੈਸ਼ਰ ਦੀ ਗਣਨਾ ਕਰੋ, ਅਤੇ ਪ੍ਰੈਸ ਦਾ ਗੇਜ ਪ੍ਰੈਸ਼ਰ ਸੈੱਟ ਕਰੋ।
6. ਫੀਡਿੰਗ: ਪੂਰੀ ਦਬਾਉਣ ਵਾਲੀ ਸਤ੍ਹਾ 'ਤੇ F4 ਰਾਲ ਨੂੰ ਬਰਾਬਰ ਵੰਡੋ।
7. ਸਿੰਟਰਿੰਗ: ਅਰਧ-ਤਿਆਰ ਉਤਪਾਦ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਸਿੰਟਰਿੰਗ ਭੱਠੀ ਵਿੱਚ ਪਾਓ, ਇਸ ਨੂੰ ਢੁਕਵੀਂ ਮਾਤਰਾ ਵਿੱਚ ਪਾਓ, ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਘੰਟੇ ਲਈ ਲਗਭਗ 390 ਡਿਗਰੀ ਤੱਕ ਗਰਮ ਕਰੋ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਇੱਕ ਘੰਟੇ ਲਈ ਗਰਮ ਰੱਖੋ।ਕਰੀਬ ਚਾਰ ਘੰਟਿਆਂ ਬਾਅਦ ਤਾਪਮਾਨ ਠੰਢਾ ਹੋਣਾ ਸ਼ੁਰੂ ਹੋ ਜਾਵੇਗਾ।ਲਗਭਗ ਚਾਰ ਘੰਟਿਆਂ ਬਾਅਦ, ਇਹ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਪਹੁੰਚ ਜਾਵੇਗਾ ਅਤੇ ਤਿਆਰ ਉਤਪਾਦ ਲਈ ਅੱਗੇ ਵਧੇਗਾ।ਓਵਨ ਦੇ ਬਾਹਰ, ਅੰਤਮ ਆਕਾਰ ਪੂਰਾ ਹੋ ਗਿਆ ਹੈ.
ਪੋਸਟ ਟਾਈਮ: ਅਗਸਤ-04-2020